Nous (oui "Nous" et pas "je" car j’espère que d'autres personnes viendront compléter ce sujet
Les Modifications suivantes vont vous être exposez (l'une n’empêche pas l'autre):
1- Le Remplacement des rondelles par roulement radial sur les axes.
2- Le rallongement du déplacement de la table en Y (de 46 mm à 76 mm).
3- La transformation de la mf 70 en CNC.
-1 Le Remplacement des rondelles par roulement radial sur les axes
-Pourquoi:
Pour éviter les "efforts" de frottements et les "zones mortes". En effet certain ont du comme moi être déçut par une mollette dur à tourner ou un chariot qui avait du jeu longitudinale. Pour remédier soit on resserre l'écrou frein (si il y a du jeu) ou on le desserre si c'est trop dur à tourner mais pas facile de trouver le juste milieu.
-Comment:
Simplement en remplacent les rondelles par un roulement radial de 6-14 ou butée a bille suivant le nom .
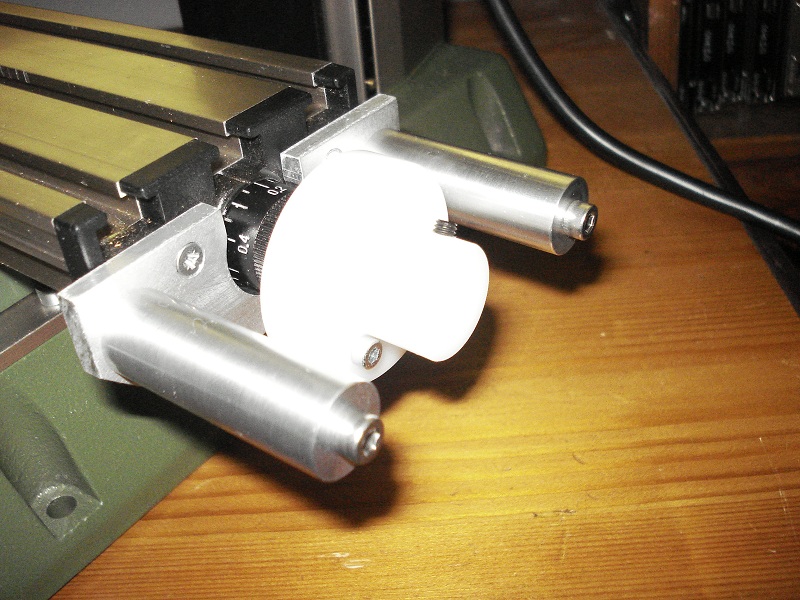
Voici une photo ou l'on peut voir l’écrou, le roulement et la rondelle:

Une autre ou le roulement a prit la place de la rondelle on resserre l'écrou frein juste un peu sans forcer c'est pas la peine de plier le chassie de la machine, on peut remarquer que le frein n'est plus dans la tige fileté certain monte l'écrou à l’envers:

Ensuite il faut mettre les 6 roulements (oui 2 par axes) un devant la mollette et l'autre avant l'écrou donc 3*2=6 :


pour l'axe X et Y (en Y vous devez démonter la table de la fraiseuse) ça va bouffer un peut de place le roulement étant plus gros que la rondelle mais ça devrais passer, il vous faudra aussi vous passez du petit cabochon en bout de la tige fileté. Pour ce qui est de l'axe Z il vous faut démontez le capot supérieur et l'écrou ce trouve juste dessous ce capot on répété l'opération un dessus un dessous avant l'écrou:

Et voilà pour la partie 1 franchement là c'est déjà plus la même machine que vous avez sous la main elle bien plus souple et sans jeu ça vaut vraiment le coup de le faire
2- Le rallongement du déplacement de la table en Y (de 46 mm à 76 mm)
-Pourquoi:
A l'origine sur la machine on peut déplacer la table de 46 mm en Y c'est déjà une petite machine mais on est vite limité. 76 mm c'est toujours pas terrible mais déjà beaucoup mieux.
-Comment:
En retirant toutes les capots de protections et en écartant les limites, qui ici sont les 2 parties noir vissé a chaque bouts de la table.
On peut voir ici une partie noir "limites" vissé par 2 visses directement sur la table (j'ai prit les photo sur X car sur Y la modif est faite):

Le principe est d'écarter ces limites par des entretoise de 15 mm devant et 15 mm derrière (1.5*2=3) et remplacer les 2 visses par des boulons m3 35-40 mm de long minimum. On les revisses à la place des visses d'origine les boulons vont fileté l'alu et normalement ça tien (ne pas serrer comme une bourrique)


Ont peut voir aussi sur la deuxième photos que j'ai du rallonger la tige fileté est c'est la que ça ce complique, car il faut rester assez précis il ne faut pas que quand la table soit revenu à fond vers vous la partie fileté de la tige soit sortie de l'écrou de la table, normalement ça passe mais c'est juste.
Pour faire cette rallonge il ma fallut faire un manchon avec du tube 4*6 dans un tube 6*8 ça rentre tout juste mais c'est ce qu'il faut. Un autre point important qui nous servira aussi dans la partie suivante c'est que l'axe de certaine machine (plus ancienne) sont a 6.35 mm au niveau de la mollette alors que les autres 4 mm il me semble (comme la mienne) 6.35 était surement plus simple mais bon avec les axe de 4 mm il y a une bague qui vient sur l'axe moi je m'en suit servi pour enfiler mon axe dans le tube de 6*8 ensuite 2 visses m2 en travers de tout ça (avec un peut de colle afin que tout tiennent bien et qu'il n'y est de de jeu). Ce qui est important a comprendre c'est qu'il ne faut pas que quand vous tourniez la mollette a gauche puis adroite il y est du jeu sinon ça va fausser vaut données.
Au niveau de la mollette il vous suffit de la percer du diamètre de votre tube et d'y remettre le goupille fendu en reperçant bien sur un trou en travers.
c'est un peut compliqué mais en faisant les étapes une à une et en voyants les pièces démonter devant vous allez mieux comprendre.
3- La transformation de la mf 70 en CNC
-Pourquoi:
Tout simplement afin de pouvoir réalisé des pièce plus précise et d'avoir un mouvement de plusieurs axes simultané.
-Comment:
Comme dit rampa tout a était fait soigneusement sur ce site je ne vais pas faire de copié coller. Je vous conseil de le lire en en entier il est vraiment bien fait.
http://www.roboticus.org/cnc-robotique/ ... t-pas-cher
Il y a aussi celui-ci:
http://freedom2000.free.fr/CNC_soft.html
En gros la partie mécanique et électrique:
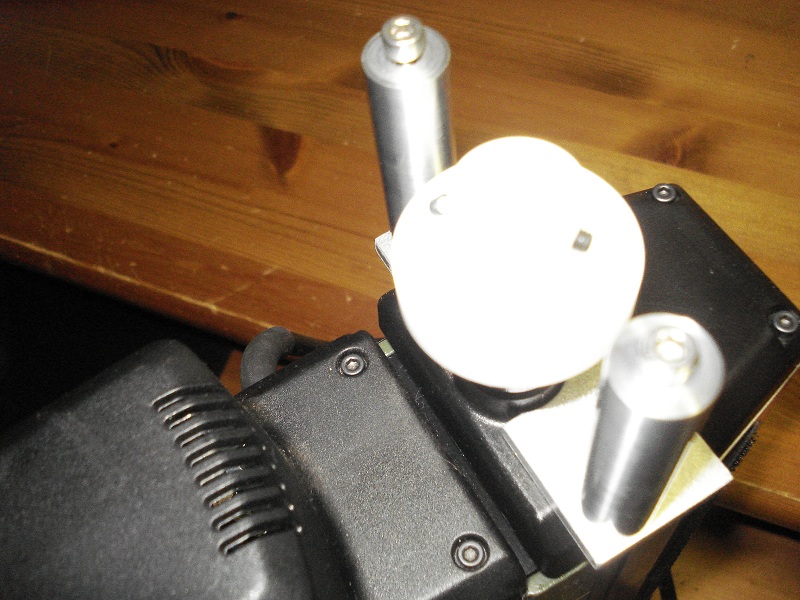
-ils vous faut accoupler des moteur spéciaux (moteur pas a pas) sur les mollettes afin de les motorisé:
Pour cela il suffit de faire une embase sur laquelle fixé le moteur. Pour ma part j'ai prit de la taule alu 4 mm, de la tige M5 et le reste ont le devine sur les photos toute les mesures sont donné sur le site ci-dessus,
ensuite vous devez accouplé le moteur à l'axe là j'ai prit le même principe. Un bout de carré de 10*10 sur 26 de long j'ai fait 2 trous à 13 mm d’intervalle avec la fraiseuse ensuite je les ai repercer l'un a 3 mm l'autre a 6.5 n’ayant pas de mèche de 6.4 ce dernier a un trou en perpendiculaire tarauder m3 afin de visser une visse en travers qui viendra appuyer sur l'axe du moteur.
-Vous devez raccorder les moteurs à une carte ou drive selon:
Pour ma part j'ai fait l’acquisition d'un kit complet pour cnc je ne peut pas vous quel est la meilleur carte mais je peut déjà vous dire laquelle ne pas acheter : la mienne TB6560 il parait quels ont des défauts pour l'instant moi ça fonctionne. ça reste néanmoins un kit très facile a installer pas de soudure et tout y est bien expliqué.
Voici une photo:

On peut y voir
- les moteurs pas a pas (ils ont beaucoup de fils ça surprend un peut au début car il ont 8 fil pour une broche 4 fils sur la carte)
- Un carte qui relie les moteurs au pc
- une alimentation qui va fournir le courant aux moteurs et à la carte
les moteur:
Ce sont des moteur nema23 à double bobines 4 fils par bobine, dans les 4 fils suivant que vous en branché 2 en série ou en parallèle vous allez soit augmenter votre vitesse ou votre couple moi j'ai préféré le couple à la vitesse.( il y en existe a 8 ou 6 ou 4 fils )
Normalement vous avez un schéma du bobinage il suffit de respecter les couleurs, il y a sinon une autre astuce qui permet de repéré les fils avec une pile 1.5 v.
Exemple de schéma:

Si je veut branché mon moteur sur ma carte en version couple(a gauche sur le schéma) je vais donc branché les fils comme ceci:
- En X:
XA+ = fils bleu
XA- = fils vert
XB+ = fils marron
XB- = fils blanc
fils jaune raccordé au fils rouge
fils noir raccordé au fils orange
Ce qu'il faut retenir c'est que une fois le moteur branché vous ne devez pas arriver a faire tourner sont axe sinon il est mal branché.
-En Y:
ont fait la même opération mais les X sont remplacer par les Y
La carte:

Sur cette carte vous branchez les moteurs (x, y, z, ..., 4 fils par moteur a+,a-;b+,b-), l'alimentation, et le câble parallèle relier au pc. Vous pouvez aussi lui rajouter un tas d'autres options comme une commande manuel additionnel, des boutons d’arrêt d'urgences, des limites sur la table, et normalement le moteur de la fraiseuse ...
Il y a des réglages pour chaque moteur pas a pas qui permet de modifié ça puissance maxi, ça vitesse, ça précision ...
Finit pour cette partie maintenant votre cnc est presque opérationnelle
La partie logiciel:
Une fois les branchements réalisés il vous faut un ordi pas spécialement une bête de concours si vous avez un vieux pc qui traine dans un coin c'est le moment de le réutilisé, ce qui est très important c'est d'avoir un port parallèle derrière afin de brancher votre carte.
Ensuite il vous faut un programme pour utilisé votre cnc a partir de votre ordi ici on va prendre mach3 qui fonctionne sous Windows xp,vista,seven ... Il existe aussi EMC² qui fonctionnent sous DOS et qui a ces avantages.
http://www.machsupport.com/
ci vous tourner sous XP comme dans mon cas il a fallut rechercher une version antérieur. Vous pouvez vous habituer au logiciel sans avoir de cnc vous pouvez le faire travailler "artificiellement"
Plusieurs logiciels vont s'installer nous pour du fraisage on va utilisé Mach3Mill, Une fois installer il vous faudra le configurer afin de lui indiquer sur quel "patte" du port parallèle sont branché les moteurs X,Y,Z:
finit pour ce soir j'en oublie surement beaucoup je compléterais demain.
Mais je tient a signaler que tous ce qui à était dit plus haut ça était reprit sous d'autres forum est que j'ai fait les montages à ma façon ils ne sont surement pas les meilleur je compte donc bien sur vous pour me faire par de vaut idées afin de compléter ce TUTO